
Как оптимизировать работу упаковочной машины?
2026-02-09
Когда слышишь ?оптимизация упаковочной линии?, многие сразу думают о покупке нового оборудования. Но часто ключ к эффективности лежит не в замене, а в тонкой настройке того, что уже стоит в цеху. Это про ежедневное наблюдение, про понимание, где теряются секунды, и почему пленка рвется именно на третьей смене.
С чего начать? Диагностика вместо предположений
Первое и самое важное — отказаться от догадок. Не ?мне кажется, она тормозит?, а замеры. Хронометраж цикла, запись простоев, анализ причин. Часто вижу, как техники меняют датчики или натяжные ролики, а проблема была в банальном засоре направляющих или в неправильно заданной паузе между циклами. Нужно вести журнал, пусть простой, в экселе, но фиксировать все: время, машину, симптом, проведенное действие, результат. Через месяц картина станет ясной.
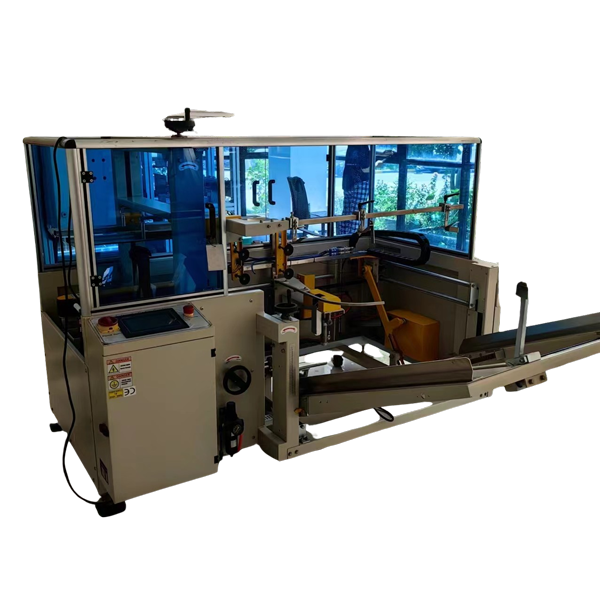
Возьмем, к примеру, распространенную вертикальную упаковочную машину с термоусадочным туннелем. Частая беда — неравномерная усадка пленки. Все грешат на температуру в туннеле. А на деле стоит проверить скорость конвейера на входе и выходе, их синхронизацию. Или состояние вентиляторов внутри туннеля — если один забит пылью, воздушный поток нарушается, и пленка садится криво. Это не теория, а случай с линии по упаковке коробок с электроникой, где неделю бились над браком.
И здесь важно не перегружать операторов отчетами, а сделать диагностику частью их ежесменного обхода. Простой чек-лист: проверить натяжение пленки, чистоту ножей, работу всех фотоэлементов, отсутствие вибрации у приводных узлов. Это 10 минут, которые экономят часы простоя.
Ключевые узлы: где искать резервы
Если говорить об узлах, то фокус должен быть на трех точках: подача продукта, формирование пакета и герметизация шва. Подача — это часто узкое место. Вибрационные лотки, если они есть, должны быть настроены не ?на глазок?, а так, чтобы продукт ложился в гнездо транспортера без перекосов. Любой сдвиг — риск того, что пленка натянется неравномерно или фотодатчик не сработает.
Формирование пакета — это работа механизма продольной и поперечной запайки. Температура и давление — не статические величины. Они зависят от скорости работы, от типа пленки (которая может меняться от партии к партии!), от температуры в цеху. Летом, в жару, часто приходится снижать температуру нагревательных элементов на 5-10 градусов, иначе шов будет ?пережженным? и хрупким. Зимой — наоборот. Настройки ?по умолчанию? не работают.
Герметизация. Казалось бы, все просто: нагрел, прижал, остудил. Но качество шва — это индикатор общего здоровья машины. Если шов идет волной — проблема может быть в износе прижимных губок или в неравномерном их нагреве. Если шов прочный, но пленка вокруг него морщится — возможно, не хватает времени на этапе охлаждения. Нужно смотреть на узел охлаждения, часто им пренебрегают.
Программная часть: невидимый помощник
Современные машины — это не только механика. Часто резерв скрыт в ПЛК. Например, логика работы привода. Иногда стоит изменить кривую разгона и торможения сервопривода, отвечающего за подачу пленки, чтобы убрать рывки, которые приводят к обрыву. Или пересмотреть алгоритм работы фотодатчика, добавив задержку на подтверждение сигнала, чтобы избежать ложных срабатываний от бликов.
У одной компании, ООО Шанхайское Интеллектуальное Оборудование Пайкенвэй, в своих решениях (информацию можно найти на https://www.cnpackwell.ru) я обратил внимание на акцент именно на адаптивности программного обеспечения. Их инженеры не просто поставляют машину, а настраивают ПЛК под конкретный продукт и ритм линии, что, по сути, и является глубокой оптимизацией. Это тот случай, когда софт решает половину проблем с ?железом?.
Материалы: экономить нельзя, пренебрегать
Пленка. Самый больной вопрос. Часто закупка переходит в отдел снабжения, и они покупают то, что дешевле. А потом производство теряет в два раза больше на простоях из-за обрывов. Оптимизация — это поиск баланса. Не обязательно самая дорогая пленка — лучшая. Нужна та, которая стабильно работает на вашей конкретной машине, с ее настройками нагрева и скоростями. Лучше провести испытания нескольких образцов, записать результаты по количеству обрывов на километр и качеству шва.
И еще момент — условия хранения пленки. Рулоны, которые лежат в сыром холодном складе, а потом их ставят в теплый цех — это гарантия конденсата и проблем с запайкой. Это банально, но с этим сталкивался почти на каждом втором предприятии.
Человеческий фактор: обучение против привычки
Самая совершенная настройка развалится, если оператор или сменный техник не понимает, что и зачем сделано. Частая история: приходит новый техник, видит сбой, сбрасывает все параметры к ?заводским? и гордо говорит: ?Починил!?. А эти заводские настройки — усредненные для десятка продуктов, а не для вашего конкретного печенья или блинчиков.
Поэтому оптимизация включает в себя создание простых, наглядных инструкций по переналадке и устранению типовых неисправностей. Не толстого мануала, а плакатов рядом с машиной. И регулярные короткие брифинги. Когда оператор знает, что странный звук из редуктора — это повод немедленно остановить линию, а не ждать, пока его заклинит, он спасает не один день ремонта.
Здесь опыт ООО Интеллектуальное оборудование Шанхай Пакенвэй, чьим предшественником была основанная в 2004 году инжиниринговая компания, показателен. Их подход часто включает не просто поставку, а обучение персонала заказчика, передачу именно методик наблюдения и анализа работы линии. Это долгосрочная оптимизация.
Когда пора остановиться и подумать о замене?
Всё имеет свой предел. Если машина требует ежедневной подстройки, запчасти становятся дефицитными, а энергопотребление в разы выше, чем у современных аналогов, — пора считать. Но считать не стоимость новой машины, а совокупную стоимость владения старой: простой, ремонт, брак, перерасход пленки и электроэнергии. Иногда модернизация ключевых узлов (например, замена старого блока управления на современный ПЛК с частотными преобразователями) дает вторую жизнь и откладывает замену на годы.
Однажды мы столкнулись с линией, где главной проблемой была не сама упаковочная машина, а конвейер подачи. Он был слишком коротким и создавал ?пробки?. Решили не трогать упаковщик, а переделали конвейер, добавили буферную зону. Эффективность всей линии выросла на 15%. Вывод: оптимизировать нужно часто не отдельную единицу, а процесс вокруг нее.
В итоге, оптимизация — это не разовое мероприятие, а режим работы. Это постоянный диалог между машиной, технологом и оператором. Это внимание к мелочам, которые кажутся незначительными: чистота, смазка, журнал учета. Самые большие gains часто скрываются не в глобальных переделках, а в устранении этих ?мелких? ежедневных потерь. И начинать нужно всегда с диагноза, а не с покупки новой детали.